
0830-3584949
0830-3584949


塞用鼓形密封圈尺寸检验指标 密封圈外径与液压缸内径、密封圈内径与活塞密封槽底径以及密封件主体宽度与密封槽宽之间的配合程度;正规密封圈活塞杆用蕾形密封圈尺寸检验指标 密封圈内径与活塞杆径、密封圈外径与缸口密封槽底径以及密封主体宽度与密封槽宽之间的配合程度。根据密封结构配合,对应规格型号的密封圈形状尺寸应与密封结构相配合。尺寸检验就是要把不能很好配合的密封圈检出,同时有针对性地查找原因,纠正产生不合格品的因素,增加合格品量,提高产品质量。泸州密封圈密封件尺寸检验不合格品产生的主要原因有:模具因素、模压过程中温度波动太大、制品修边技术不熟练等导致密封件尺寸失常。
在安装液压油缸的时候,要观察液压油缸周围的环境,看看是不是干净的环境,因为液压油缸油箱要保证密封,防止污染。正规密封圈厂家液压油缸管路和油箱要注意定时清理保养维护,这么做的目的是为了防止有脱落的氧化铁皮及其他杂物,如果不定期进行清洁,空气中以及周边的异物可能会随着轴心进入油缸内部,这样长久使用之后,将会损坏密封件以及缸内壁,造成液压油缸损坏。泸州密封圈厂家要注意在清洁要用无绒布或专用纸,千万不能试用麻线和黏合剂作密封材料,液压油需指定ISO型号油,注意油温和油压的变化。空载时,需拧开排气螺栓进行排气。

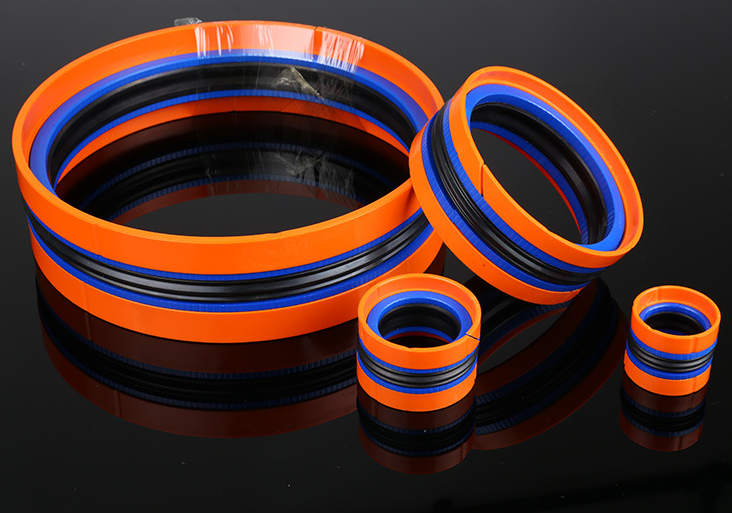
密封圈外观要求密封圈 外形状应规整,无变形、扭曲、破损,应干净,无飞边、毛边,无缺损;色泽应鲜亮,不能模糊、混浊;正规密封圈密封圈手感应光滑平整,不能毛糙,挤压密封圈,应感觉有明显的弹性和韧性,硬度应适中;密封圈工作面的外观质检要求 密封圈工作面表面圆整光滑,不允许存在气泡、杂质、孔隙、裂纹、划痕等影响密封圈使用性能的任何缺陷,否则即判定为不合格品;密封圈非工作面外观判定要求非工作面上的气泡、杂质、凹凸等缺陷大小,直径或长度不能超过 2 mm,密封圈厂家高度或深度不能超过 0.5mm,同一个密封圈上的缺陷数量累计不能超过 4 个;防尘密封圈和挡圈外观质检要求 表面必须平整光滑,不允许存在孔隙、杂质裂纹、毛刺;但允许有直径<1 mm 的 1~2 个小气泡存在。

缸盖:缸盖装在液压缸两端,与缸筒构成紧密的油腔。通常有焊接、螺纹、螺栓、卡键和拉杆等多种连接方式,正规密封圈一般根据工作压力,油缸的连接方式,使用环境等因素选择。活塞:活塞是将液压能转为机械能的主要元件,它的有效工作面积直接影响液压缸的作用力和运动速度。活塞与活塞杆连接有多种形式,常用的有卡环型、轴套型和螺母型等。当无导向环时,活塞用高强度铸铁HT200~300或球墨铸铁;当有导向环时,活塞用优质碳素钢20号、35号和45号。泸州密封圈导向套:导向套对活塞杆起导向和支撑作用,它要求配合精度高,摩擦阻力小,耐磨性好,能承受活塞杆的压力、弯曲力以及冲击振动。内装有密封装置以保证缸筒有杆腔的密封,外侧装有防尘圈,以防止杂质、灰尘和水分带到密封装置处,损坏密封。金属导向套一般采用摩擦系数小、耐磨性好的青铜、灰铸铁、球墨铸铁和氧化铸铁等;非金属导向套可采用聚四氟乙烯和聚三氟氯乙烯等。

各液压控制阀的额定压力和额定流量一般应与其使用压力和流量相接近。正规密封圈厂家对于可靠性要求较高的液压系统,阀的额定压力应高出其使用压力较多。 如果额定压力和额定流量小于使用压力和流量,则易引起液压卡紧和液压动力并对阀的工作品质产生不良影响;泸州密封圈厂家对于系统中的顺序阀和减压阀,其通过流量不应远小于额定流量,否则易产生振动或其他不稳定现象。对于流量阀,应注意其最小稳定流量。在看来结构简单的普通单向阀,主要应注意其开启压力的合理选用:较低的开启压力,可以减小液流经过单向阀的阻力损失;但是,对于作背压阀使用的单向阀,其开启压力较高,以保证足够的背压力。对于液控单向阀,除了本款换向阀中相关的注意事项外,为避免引起系统的异常振动和噪音,还应注意合理选用其泄压方式:当液控单向阀的出口存在背压时,宜选用外泄式,其他情况可选内泄式。

手机扫描浏览
Copyright ©/ 泸州江阳长江液压技术研究所是一家以液压油缸及液压系统、液压密封、高中端的多路阀、齿轮泵/马达及液压集成控制系统产品的研发、生产、销售为一体的公司。
