
0830-3584949
0830-3584949

焊斑清洗剂浸泡洗,时间为:5-20分钟,可清洗车辆液压油缸表面的焊斑,氧化皮等杂质。不用设备,操作简单,比较适用批量大,复杂的小零件,清洗效率高。专业高压齿轮泵清洗干净后的表面呈现均匀一样的亚白色。其酸洗钝化液时间为5-20分钟,清洗干净表面焊斑的同时完成钝化反应,增加其焊接件的耐腐蚀性能,可达500小时以上盐雾测试。比较适合用于方便的浸泡的工件,同时有严格的防腐要求焊接件的清洗。酸洗钝化处理后的筒表面呈现出均匀一样的银白色色泽。酸洗钝化膏均匀涂抹。时间为5-20分钟,其处理作用和其酸洗钝化液一样。深圳高压齿轮泵比较适合大型筒件的表面焊接清洗处理。只要将膏体均匀一样的涂抹在焊接位置,待焊斑去干净后,再用清水冲洗干净。

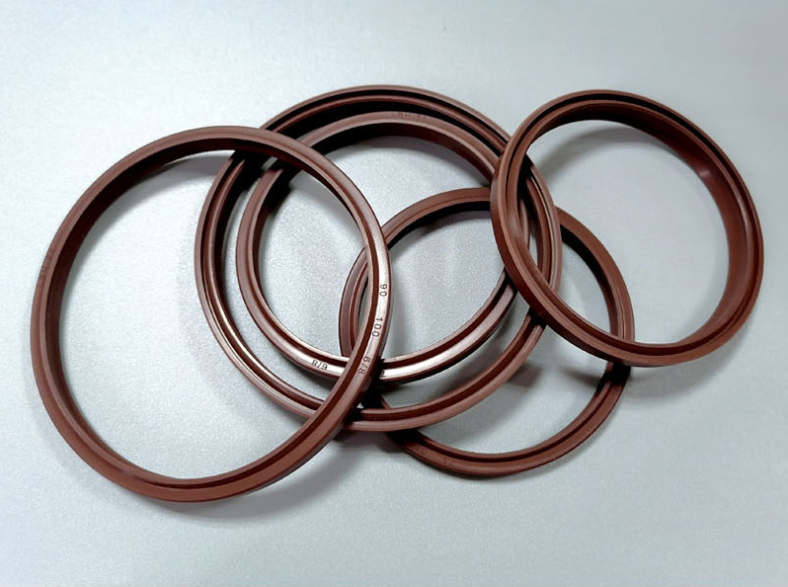
密封圈的破坏形式根据主轴结构情况,专业高压齿轮泵密封圈的轴向位移量不大,其侧面及唇口磨损很小,只要轴向液压缸的缸壁和静压靴壁加工精度、粗糙度达到要求,装配前在缸壁涂上一层润滑油使密封圈与液压缸内壁有一层润滑油膜隔开,就能保证密封圈良好的密封性。虽然液压力超高,密封圈与液压缸内壁接触应力增大,但密封圈与液压缸的摩擦力增加并不多。深圳高压齿轮泵销售密封圈的轴向位移短,一般不会磨坏密封圈。从实验和生产实践情况看,密封圈侧面无明显磨损现象。另外,内壁和挤压靴托住密封圈,轴向位移不大,在内压和外力平衡作用下,密封圈槽底不会产生撕裂和穿孔破坏现象,密封圈主要破坏形式是胶料的挤出。

辨别液压油缸的好坏并非单纯的从液压油缸价格高低角度入手,而是要首先了解液压油缸的类型。根据油缸中使用的工业和设备,深圳专业高压齿轮泵液压缸也适用于不同类型和类型的油。例如,根据油缸的结构,油活塞式、摆动式和伸缩式等,活塞气缸高效稳定。该优点已成为常用的油缸类型之一。不同类型的油缸,工作原理和油的特性也有很大差异。在购买时,应确定满足您需求的油缸类型与实际设备参数和原则相符。其次是关注液压油缸的质量,液压缸的效果直接受其质量的影响。专业高压齿轮泵销售专业油缸应采用钢或其他合金材料制成,稳定可靠,使油缸具有很好的坚固性,可以长期使用而不会磨损老化;同时对油缸进行严格处理,表面平整,涂有优质涂料。

缸盖:缸盖装在液压缸两端,与缸筒构成紧密的油腔。通常有焊接、螺纹、螺栓、卡键和拉杆等多种连接方式,专业高压齿轮泵一般根据工作压力,油缸的连接方式,使用环境等因素选择。活塞:活塞是将液压能转为机械能的主要元件,它的有效工作面积直接影响液压缸的作用力和运动速度。活塞与活塞杆连接有多种形式,常用的有卡环型、轴套型和螺母型等。当无导向环时,活塞用高强度铸铁HT200~300或球墨铸铁;当有导向环时,活塞用优质碳素钢20号、35号和45号。深圳高压齿轮泵导向套:导向套对活塞杆起导向和支撑作用,它要求配合精度高,摩擦阻力小,耐磨性好,能承受活塞杆的压力、弯曲力以及冲击振动。内装有密封装置以保证缸筒有杆腔的密封,外侧装有防尘圈,以防止杂质、灰尘和水分带到密封装置处,损坏密封。金属导向套一般采用摩擦系数小、耐磨性好的青铜、灰铸铁、球墨铸铁和氧化铸铁等;非金属导向套可采用聚四氟乙烯和聚三氟氯乙烯等。
油品选择不当油的品牌、质量和黏度等级不符合要求,或不同牌号的液压油混用,造成液压油黏度指数过低或过高。若专业高压齿轮泵油液黏度过高,则功率损失增加,油温上升;如果黏度过低,则泄漏量增加,油温升高。预防措施:选用油液应按厂家推荐的牌号及机器所处的工作环境、气温因素等来确定。对一些有特殊要求的机器,应选用专用液压油;当液压元件和系统保养不便时,应选用性能好的抗磨液压油。污染严重施工现场环境恶劣,随着机器工作时间的增加,油中易混入杂质和污物,受污染的液压油进入泵、马达和阀的配合间隙中,会划伤和破坏配合表面的精度和粗糙度,使泄漏增加、油温升高。深圳专业高压齿轮泵预防措施:一般在累计工作1000多h后换油。换油时,注意不仅要放尽油箱内的旧油,还要替换整个系统管路、工作回路的旧油;加油时尽量用120目以上的滤网,并按规定加足油量,使油液有足够的循环冷却条件。如遇因液压油污染而引起的突发性故障时,一定要过滤或更换液压站液压系统用油。如,一台YZT14G型压路机出现液压油油温过高、振动力不足的故障;检查发现,液压油呈乳白色,已变质、黏度下降,更换液压油后压路机运转恢复正常。

手机扫描浏览
Copyright ©/ 泸州江阳长江液压技术研究所是一家以液压油缸及液压系统、液压密封、高中端的多路阀、齿轮泵/马达及液压集成控制系统产品的研发、生产、销售为一体的公司。
